|

|
- noch handlicher, leichter, vielseitiger. Alle Funktionen der Standardfernbedienung RD100 sind integriert. Unterschiede und Merkmale Integrierter Chipkarten-Einschub zum Datenaustausch zwischen Geräten (ohne PC) und Speicherung persönlicher Schweißdaten, Selbsttest und Qualitätsmanagement mit gespeicherten Protokollen zur späteren Auswertung. Reduzierte Größe von nur noch 180*106*50 mm (RD100: 220*126*60 mm). Geringeres Gewicht von nur noch 800 Gramm (RD100: 1200 Gramm). Kostenloser Software-Update und unbegrenzte Entwicklungsfähigkeit. Standard RS232 (+-12 Volt) serielle Schnittstelle zum Datenaustausch zwischen zwei Geräten (ohne PC) und standard USB-Port zum Datenaustausch über PC. Option: Mobiler, drahtloser Datenaustausch mit jedem Handy. Doppelte Rechenleistung zur Vollbildanalyse in Echtzeit. Zur Bedienung sind keine besonderen Computerkenntnisse erforderlich. |
|

|
Resistiver Bildschirm mit echtem Druckpunkt, zur Fingereingabe, mit Handschuhen oder per Stift. Staub- und Spritzerschutz durch einfach austauschbare, entspiegelnde Folien. Hintergrundbeleuchtete LCD-Anzeige, auch bei direkter Sonneneinstrahlung leicht ablesbar. - Eindeutige Tastenzuordnung durch angepasste Tastensymbole. - Integrierter Chipkarten-Einschub zum Datenaustausch. - Drahtloser Datenaustausch via Bluetooth. - Kompatibel mit allen Geräten und Programmen. Kostenloser Software-Update von unserer Support-Seite. |
Touch-Phone Beispiel

|
Mobiles, drahtloses Qualitäts-Management-System "One-Touch-QM" mit Ihrem Handy. Erfassung und Speicherung aller Schweißparameter in weniger als 10 Sekunden. Automatische Erzeugung Ihres Arbeitsblattes mit allen Schweiß-Spezifikationen. - zum Einfädeln des Schweißdrahtes. - zur Sicherheitsabschaltung bei Störungen. - zur Nachjustierung der Brennerposition, für Seitenlage und Abstand. - zur Übertragung neuer Schweißdaten und Spezialprogrammen. Kostenloser Software-Update von unserer Support-Seite. |
|
Grafikfähiges Display 320*240 Pixel Auflösung mit optionalem Touch-Screen. 
|
Durch die, für eine Handfernbedienung, große Anzeigefläche des Bildschirms, sind die Geräte sehr flexibel. Alle Parameter werden durch Symbole angezeigt und je nach Anwendung angepasst. Für Änderungen der Grundeinstellungen und beim Einschalten, wechselt das Gerät zur entsprechenden Bildschirmansicht, was die Arbeit vereinfacht. Zur Eingabe von z.B. speziellen Schienenabmessungen beim Verbindungsschweißen, werden sogar kleine technische Zeichnungen der Schienentype angezeigt. Während der Arbeit zeigt die Statuszeile alle Positionskoordinaten XYZR, bei Fehlerabschaltung oder anderen Ereignissen wird die Ursache angezeigt. Alle Textausgaben stehen in Deutsch oder Englisch zur Verfügung. |
|
Setup Bildschirm ... zur Einstellung von Grundfunktionen 
|
- Moduswahl, vor oder hinter dem Gerät arbeiten. - Cursor blinkt, oder ist statisch. - Bildschirm heller / dunkler. - Betriebszeit auf Null zurücksetzen. - Bildschirm normal / invers. - Sprachwahl Englisch / Deutsch. - Aktive Arbeitszeit auf Null zurücksetzen. - Spezialprogramme schnell aktivieren (Jointwelder/Cutter). - Fahrwagen RD200 oder RD500 bedienen. - Einzelne Schweißparameter speichern / laden. |
|
- Spezialprogramme SP1-SP3 aktivieren. - Spezialprogramme speichern / laden. - Alle Schweißparameter speichern / laden. |
Erweitertes Setup-Menü ... mit zusätzlichen Speicherfunktionen 
|
|
Pendelfunktion 3D-Outliner ... XZ-Kontur-Nachführung für alle Oberflächen 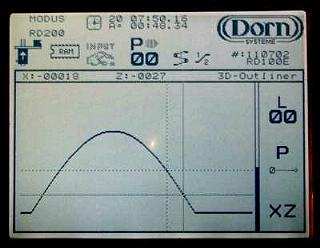
|
Die Bestimmung der Kontur erfolgt durch Eingabe einzelner Punkte, die durch kurze Linien verbunden werden. Je mehr Punkte gesetzt werden, umso höher ist die Auflösung und Genauigkeit der Nachführung. Bei einer großen Anzahl benötigter Punkte, kann die Eingabe auch durch externe Datenübermittlung, über USB oder drahtlos, erfolgen. Bei geraden Linien, zur Pendelung in einem bestimmten Winkel, sind nur 2 Eingabepunkte nötig. Alle Zwischenpunkte werden interpoliert. - Einfache Kontur- und Winkeleingabe mit Teach-In Funktion. - Permanente Speicherung intern, oder flexibel auf Chipkarte. - Für jede Lage kann eine spezielle Kontur ausgewählt werden. - Vertauschungsfunktion für X- und Z-Achse, für senkrechtes pendeln. |
|
Symbol |
Funktion |
Symbol |
Funktion |
|
|
Betriebszeit, Tage, Std., Min., Sek. ; Aktivzeit A=
|
|
Geschwindigkeit MITTE |
|
|
Programm Nr. 0-20 ; R Schiene 0-29 |
|
Abstand Pendellagen 0-20mm |
|
|
Startverzögerung 0-2 Sekunden |
|
|
|
|
Stopverzögerung 0-2 Sekunden |
|
Punkte abarbeiten, |
|
X,Y,Z,R |
Ist-Position Seite, Vorschub, Höhe, Rotation |
|
Ist-Position Punkt 0-1200, Werte +- 0-99 |
|
|
Geschwindigkeit X Seitenarm |
|
Eingabepunkt 0-1200, Werte 0-99 |
|
|
Geschwindigkeit Y VOR oder |
|
Pendelbreite 0-50mm, 0-100mm |
|
|
Geschwindigkeit Z Höhensupport |
|
Pendelgeschwindigkeit Schweißen |
|
|
Geschwindigkeit oder Zeit LINKS |
|
Eingabemodus, Werte mit +- einstellen, fahren, nachregeln |
|
|
Geschwindigkeit oder Zeit RECHTS |
|
Drahtvorschub, Test/Schweißen/Einfädeln |
|
|
Schweißstrom linker/rechter Brenner, 0-500 Ampere |
|
Seitenlage, Empfindlichkeit Lichtbogensteuerung 0-9 |
|
|
Geschwindigkeit R Rotationssupport |
|
Abstand der Höhen-Lagen beim Verbinden |
|
|
Verzögerungszeit Multibereichs-Hartbeschichtung |
|
Lagenzähler 0-99 / Kontur 0-19 |
|
|
Hochfahrweg nach Ende (LIFT OFF) |
|
Schweißmuster, |
Bogennaht
|
Die Handfernbedienung RD 100 ist durch die Eingabe von Teach-In Eingabe-Punkten lern- und anpassungsfähig. Besonders bei sehr langen Nähten, mit mehreren Lagen, kann die Arbeit erheblich
beschleunigt und vereinfacht werden. Das Gerät folgt immer der Grundlinie, die während der Arbeit an der ersten Lage eingegeben, oder vom Gerät vollautomatisch ermittelt wurde. Für die folgenden Lagen sind alle dreidimensionalen Koordinaten und Parameter gespeichert. Zusätzlich zur Positionsüberwachung kann bei jedem neuen Punkt eine andere Pendelgeschwindigkeit, Pendelbreite und ein anderer Seitenweg eingestellt werden. Alle Positionen und Einstellungen zwischen den Punkten werden kontinuierlich nachberechnet und interpoliert. Bei der flächenhaften Beschichtung im Gleisbau, wird bei Arbeiten am Herzstück eine unterschiedliche Pendelbreite vorgegeben, die Beschichtung erfolgt sehr gleichmäßig, mit geringsten Materialverspannungen. 
|
|
Bei Verwendung einer Lichtbogensteuerung und Anwendungen mit aktiviertem
Pendler, werden Positionsnachregelungen während der Schweißung an der 1.
Lage vollautomatisch
durchgeführt und für weitere Lagen abgespeichert. Im Kontrollbild werden die letzten 64 Messwerte kontinuierlich angezeigt. |
Bei Arbeiten im Linien-Modus, oder bei Schweißungen mit geringen Amplituden, kann
ein elektromechanischer Sensor verwendet werden. Die Messung erfolgt im Eilgang ohne Brenner. Das Kontrollbild zeigt die aktuelle Position des Sensors. |
|
|
Zur Erzeugung von Kehlnähten bis 30m Länge und max. 1200 Punkten, steht ein
spezielles Schneidprogramm zur Verfügung. Bei relativ geraden Strecken kann das Standardgerät mit 3 Achsen verwendet werden, bei Sinuskurven und Rundungen, dient der optionale Rotationssupport dazu den Brenner entsprechend des Kurvenverlaufes zu drehen und auszurichten. Rundungen werden durch viele kurze Strecken erzeugt, alle Streckenkoordinaten werden interpoliert. Je mehr Punkte benutzt werden, umso höher ist die Genauigkeit. Die Punkte können per Teach-In, vorheriger automatischer Abtastung, oder USB-Datentransfer eingegeben werden. |
|
|
Bei Arbeiten mit kritischen Temperatureinflüssen, können mehrere Arbeitsbereiche
vorgegeben werden. Die spätere Schweißung erfolgt dann zügig, von Bereich zu Bereich,
um die Mindesttemperatur der vorgeheizten Schiene nicht zu unterschreiten.
|
|
|
|

|
Beim Beschichten an Chrom-Mangan Legierungen, werden schnelle Lagen, mit geringen
Pendelamplituden oder im Linienmodus, ausgeführt. Falls die Schweißung zu heiß wird, werden
Wartezeiten zum Abkühlen des Werkstücks nötig.
Um Zeit zu sparen, werden alle benötigten Bereiche durch
Eingabepunkte gesetzt. Das Gerät wechselt nach jeder Lage
zum nächsten schon abgekühlten Bereich. Die Form der Schweißbereiche, kann unterschiedlich sein und wird mit bis zu 6 Eingabepunkten vorgegeben. Das Gerät berechnet alle Positionierungen und Beschichtungen aller Bereiche vollautomatisch. Die Schweißparameter können in bis zu 20 separaten Programmen vorgegeben werden und werden permanent gespeichert.
|
|
Beim Lichtbogen-Verbindungsschweißen wird normalerweise nur der Nullpunkt P0 benötigt.
Alle Fahrbewegungen werden vollautomatisch durchgeführt und weitere Eingaben sind nicht nötig. In Ausnahmefällen kann Punkt P1 und/oder P2 zusätzlich gesetzt werden. P1 bei schräg angeschnittener Schiene und P2, sehr selten, bei verkanteter Montage. 
Zum Setzen von Punkt P0 wird der Brenner mit Sollabstand (ca.35mm) über P0 positioniert und der Rotations-Support R nach Rechts ausgerichtet. P1 kann mittig im Spalt und P2 mittig im Kopf gesetzt werden. |
|